




















































Liquid Injection Molding is a manufacturing process that uses specialized molds and injection molding machines to process liquid silicone materials into a wide variety of components and products. Unlike conventional reaction injection molding, which relies on high-pressure impingement mixing, Liquid Injection Molding employs a metered mechanical mixing process. It is primarily used for Liquid Silicone Rubber (LSR) and similar liquid elastomeric materials.


High Consistency Rubber (HCR) injection molding was one of the earliest methods for producing silicone rubber parts and remains widely used globally. However, due to the significant advantages of Liquid Injection Molding (LIM) in processing, part design, and performance, it has become the preferred method in many cases. LIM is a highly precise and clean injection molding process that lends itself easily to a high degree of automation. Moreover, using LSR in liquid injection molding gives product designers greater design flexibility and enables improved end-product performance—such as enhanced durability, tensile strength, and flexibility.
When is Liquid Silicone Rubber (LSR) the best choice?
One of the primary advantages of liquid silicone rubber elastomers is their versatility. LSR materials are available in a wide range of grades: general-purpose, food-grade, medical-grade, self-adhesive, low-volatility, optically clear, and many other specialized formulations. Each grade offers a broad hardness spectrum, from extremely soft to relatively firm. Liquid silicone rubber naturally provides excellent electrical insulation, outstanding heat resistance, and flame retardancy, making it highly suitable for electronics, automotive, and industrial applications. LSR also exhibits inherent biocompatibility and low allergenicity, making it the material of choice for products that come into direct skin contact.
The physical properties of LSR are another key reason for its widespread popularity. Thanks to its exceptional resistance to compression set, LSR parts retain their original shape even after repeated compression or use cycles, and this performance holds up across extremely high or low temperatures—a key differentiator from many other elastomeric polymers. These highly versatile silicone materials are naturally translucent white but can be custom-colored as needed.
Virtually every industry has discovered opportunities offered by LSR and its liquid injection molding process. Common application areas include:
- Seals, gaskets, and membranes
- Insulators and dampers
- Valves and bladders
- Respiratory masks
- Syringes and intravenous components
- Wearable health-monitoring devices
- Electronic components
- Food and beverage products
The thermodynamic and mechanical properties of LSR—combined with its chemical resistance, sterilizability, and electrical insulation—give it broad appeal across industries and product types.
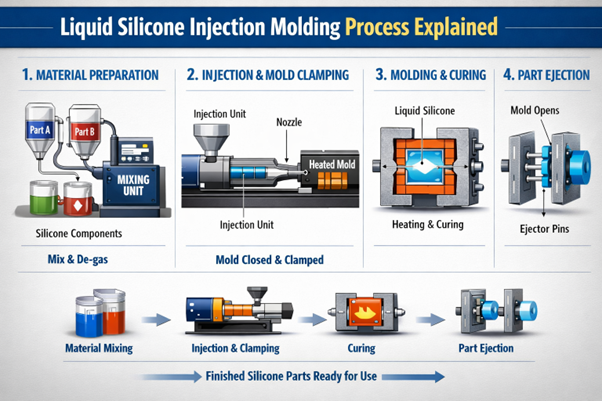
How LSR Injection Molding Works
The liquid silicone rubber injection molding process typically uses liquid silicone rubber. LIM systems employ spring-loaded needle shut-off nozzles to prevent material from curing and clogging machine hardware. The spring mechanism allows injection pressure to exceed the pressure in the barrel, keeping flow channels clear.
LIM utilizes a pumping system to meter and mix two-component, platinum-cured liquid silicone rubber in precise ratios before dispensing. One plunger holds the base polymer (Part A), while another contains the catalyst (Part B). These are pumped into a static mixer, initiating the crosslinking reaction known as vulcanization (curing). For colored parts, a third plunger dispenses pigment paste.
The liquid mixture is then injected into a heated, sealed mold cavity. The material starts as a fluid and, upon heating in the mold, begins to cure and solidify. Once fully cured, the injection molding machine ejects the near-finished part.
This process is the opposite of thermoplastic injection molding: thermoplastics are heated to a molten state in the barrel and then cooled to solidify in the mold.
Many manufacturers use computer-aided design (CAD) tools to optimize designs and evaluate integrated assemblies. Flow simulation software helps identify the most efficient and effective processing strategies, ensuring the LIM process is fully optimized and potential issues are avoided. Infrared thermal imaging can also detect potential production problems, helping prevent molding defects and design inconsistencies.
LSR Injection Molding Machines
Liquid silicone rubber injection molding machines are specially designed for processing LSR materials. LSR elastomers consist of two components (A and B) stored separately until combined during molding. Key elements of an LSR injection molding machine include:
- Supply drums — Containers or plungers for the liquid silicone, connected to the pumping system. A third container for liquid pigment is added when producing colored parts.
- Metering units — Devices that pump the two liquid components in a predetermined ratio, ensuring consistent and synchronized delivery.
- Mixers — After precise proportioning by the metering units, the A and B components enter a mixer for thorough blending. The homogeneous mixture is then pressurized and fed into the mold.
- Injectors — This unit pushes the LSR material into the pumping system under pressure. Pressure and injection speed can be finely adjusted to match project requirements.
- Nozzles — The liquid compound flows through nozzles equipped with automatic shut-off valves, preventing leakage or overfilling of the mold.
In an ideal production setup, the injection molding machine is integrated with automated part-handling equipment to achieve maximum precision, consistency, and throughput. Process parameters are optimized and digitally controlled to ensure stable, repeatable production.
LSR Injection Molding Design Guidelines
Designing parts for LSR injection molding requires thorough planning. Here are nine key design considerations for Liquid Injection Molding (LIM).
Initial Design Considerations
Silicone materials are elastic, have low viscosity, and flow very easily. These characteristics can lead to flash (excess material) during molding. Gate and venting design are critical mold features that directly influence flash formation.
Because silicone rubber is elastic, demolding (removing the part from the mold) can be challenging. In LSR applications, ejector pins are used differently than in thermoplastic molds. Forced ejection can cause thermal tearing of the silicone. LSR molds are often constructed with multiple plates—stripper plates, three-plate, or two-plate configurations—to aid part release. Automated robotic systems (with grippers, brushes, and air blasts) enable demolding without tearing or damaging delicate parts. Incorporating undercuts in the design can also assist part ejection.
Material shrinkage is another critical factor. While most materials shrink to some extent, silicone rubber exhibits higher shrinkage than standard thermoplastics. Shrinkage varies by LSR grade, making precise prediction difficult. Mold flow analysis and prototyping are highly valuable in the design process.
Effective LSR Part Design
As with any manufacturing process, successful LSR molding begins with sound part design. Engineers familiar with thermoplastic injection molding will find many similarities in silicone rubber molding. However, LSR has extremely high shrinkage and is highly prone to flash. Mold designers can minimize flash by specifying appropriate tolerances and incorporating additional mold features.
Compared to traditional injection molding, the liquid injection process offers designers significantly greater freedom. LIM parts do not require high heat or pressure to melt the material, allowing LSR to flow evenly and reliably into the mold. This enables the creation of thin membranes, varying wall thicknesses, and extremely small features. High-cavity molds are also feasible, increasing the number of parts produced per cycle and maximizing productivity.
The design phase determines up to 80% of product development costs and significantly influences quality, reliability, functionality, maintainability, and manufacturability.
If you are looking for on demand manufacturing service, Try Lkprototype. LKprototype specializes in high-precision CNC machining, vacuum casting services, small to medium batch injection molding, sheet metal fabrication, and 3D printing. The company’s wide range of capabilities and ISO-certified quality control system allows us to serve diverse industries across the globe, delivering quality products that meet stringent international standards.
Liquid Injection Molding is a manufacturing process that uses specialized molds and injection molding machines to process liquid silicone materials into a wide variety of components and products. Unlike conventional reaction injection molding, which relies on high-pressure impingement mixing, Liquid Injection Molding employs a metered mechanical mixing process. It is primarily used for Liquid Silicone Rubber (LSR) and similar liquid elastomeric materials.
High Consistency Rubber (HCR) injection molding was one of the earliest methods for producing silicone rubber parts and remains widely used globally. However, due to the significant advantages of Liquid Injection Molding (LIM) in processing, part design, and performance, it has become the preferred method in many cases. LIM is a highly precise and clean injection molding process that lends itself easily to a high degree of automation. Moreover, using LSR in liquid injection molding gives product designers greater design flexibility and enables improved end-product performance—such as enhanced durability, tensile strength, and flexibility.
When is Liquid Silicone Rubber (LSR) the best choice?
One of the primary advantages of liquid silicone rubber elastomers is their versatility. LSR materials are available in a wide range of grades: general-purpose, food-grade, medical-grade, self-adhesive, low-volatility, optically clear, and many other specialized formulations. Each grade offers a broad hardness spectrum, from extremely soft to relatively firm. Liquid silicone rubber naturally provides excellent electrical insulation, outstanding heat resistance, and flame retardancy, making it highly suitable for electronics, automotive, and industrial applications. LSR also exhibits inherent biocompatibility and low allergenicity, making it the material of choice for products that come into direct skin contact.
The physical properties of LSR are another key reason for its widespread popularity. Thanks to its exceptional resistance to compression set, LSR parts retain their original shape even after repeated compression or use cycles, and this performance holds up across extremely high or low temperatures—a key differentiator from many other elastomeric polymers. These highly versatile silicone materials are naturally translucent white but can be custom-colored as needed.
Virtually every industry has discovered opportunities offered by LSR and its liquid injection molding process. Common application areas include:
- Seals, gaskets, and membranes
- Insulators and dampers
- Valves and bladders
- Respiratory masks
- Syringes and intravenous components
- Wearable health-monitoring devices
- Electronic components
- Food and beverage products
The thermodynamic and mechanical properties of LSR—combined with its chemical resistance, sterilizability, and electrical insulation—give it broad appeal across industries and product types.
How LSR Injection Molding Works
The liquid silicone rubber injection molding process typically uses liquid silicone rubber. LIM systems employ spring-loaded needle shut-off nozzles to prevent material from curing and clogging machine hardware. The spring mechanism allows injection pressure to exceed the pressure in the barrel, keeping flow channels clear.
LIM utilizes a pumping system to meter and mix two-component, platinum-cured liquid silicone rubber in precise ratios before dispensing. One plunger holds the base polymer (Part A), while another contains the catalyst (Part B). These are pumped into a static mixer, initiating the crosslinking reaction known as vulcanization (curing). For colored parts, a third plunger dispenses pigment paste.
The liquid mixture is then injected into a heated, sealed mold cavity. The material starts as a fluid and, upon heating in the mold, begins to cure and solidify. Once fully cured, the injection molding machine ejects the near-finished part.
This process is the opposite of thermoplastic injection molding: thermoplastics are heated to a molten state in the barrel and then cooled to solidify in the mold.
Many manufacturers use computer-aided design (CAD) tools to optimize designs and evaluate integrated assemblies. Flow simulation software helps identify the most efficient and effective processing strategies, ensuring the LIM process is fully optimized and potential issues are avoided. Infrared thermal imaging can also detect potential production problems, helping prevent molding defects and design inconsistencies.
LSR Injection Molding Machines
Liquid silicone rubber injection molding machines are specially designed for processing LSR materials. LSR elastomers consist of two components (A and B) stored separately until combined during molding. Key elements of an LSR injection molding machine include:
- Supply drums — Containers or plungers for the liquid silicone, connected to the pumping system. A third container for liquid pigment is added when producing colored parts.
- Metering units — Devices that pump the two liquid components in a predetermined ratio, ensuring consistent and synchronized delivery.
- Mixers — After precise proportioning by the metering units, the A and B components enter a mixer for thorough blending. The homogeneous mixture is then pressurized and fed into the mold.
- Injectors — This unit pushes the LSR material into the pumping system under pressure. Pressure and injection speed can be finely adjusted to match project requirements.
- Nozzles — The liquid compound flows through nozzles equipped with automatic shut-off valves, preventing leakage or overfilling of the mold.
In an ideal production setup, the injection molding machine is integrated with automated part-handling equipment to achieve maximum precision, consistency, and throughput. Process parameters are optimized and digitally controlled to ensure stable, repeatable production.
LSR Injection Molding Design Guidelines
Designing parts for LSR injection molding requires thorough planning. Here are nine key design considerations for Liquid Injection Molding (LIM).
Initial Design Considerations
Silicone materials are elastic, have low viscosity, and flow very easily. These characteristics can lead to flash (excess material) during molding. Gate and venting design are critical mold features that directly influence flash formation.
Because silicone rubber is elastic, demolding (removing the part from the mold) can be challenging. In LSR applications, ejector pins are used differently than in thermoplastic molds. Forced ejection can cause thermal tearing of the silicone. LSR molds are often constructed with multiple plates—stripper plates, three-plate, or two-plate configurations—to aid part release. Automated robotic systems (with grippers, brushes, and air blasts) enable demolding without tearing or damaging delicate parts. Incorporating undercuts in the design can also assist part ejection.
Material shrinkage is another critical factor. While most materials shrink to some extent, silicone rubber exhibits higher shrinkage than standard thermoplastics. Shrinkage varies by LSR grade, making precise prediction difficult. Mold flow analysis and prototyping are highly valuable in the design process.
Effective LSR Part Design
As with any manufacturing process, successful LSR molding begins with sound part design. Engineers familiar with thermoplastic injection molding will find many similarities in silicone rubber molding. However, LSR has extremely high shrinkage and is highly prone to flash. Mold designers can minimize flash by specifying appropriate tolerances and incorporating additional mold features.
Compared to traditional injection molding, the liquid injection process offers designers significantly greater freedom. LIM parts do not require high heat or pressure to melt the material, allowing LSR to flow evenly and reliably into the mold. This enables the creation of thin membranes, varying wall thicknesses, and extremely small features. High-cavity molds are also feasible, increasing the number of parts produced per cycle and maximizing productivity.
The design phase determines up to 80% of product development costs and significantly influences quality, reliability, functionality, maintainability, and manufacturability.
If you are looking for on demand manufacturing service, Try Lkprototype. LKprototype specializes in high-precision CNC machining, vacuum casting services, small to medium batch injection molding, sheet metal fabrication, and 3D printing. The company’s wide range of capabilities and ISO-certified quality control system allows us to serve diverse industries across the globe, delivering quality products that meet stringent international standards.


















